- Liquid Ring Vacuum Pumps
- Single Cone Vacuum Pumps /
Liquid Ring Vacuum Pumps - Close Couple Vacuum Pumps
- Two Stage Vacuum Pumps
- Twin Lobe Roots Blower
- Chemical Process Pump
- Pump Spares Parts
Technical Support
Cavitation in Liquid Ring Vacuum Pumps used in Condenser Venting Service
Kevin Skelton, Graham Corporation, 20 Florence Ave., Batavia , NY 14020
Cavitation is a phenomenon which occurs in specific fluid environments and is an important factor when using this type of vacuum equipment. Vapor bubbles, like boiling water, form in the fluid at a specific pressure and temperature.
For example, at atmospheric pressure, water boils 212 0 F, while at a lower pressure (vacuum) it will boil at a lower temperature, {i.e., at 52 mmHgA (27.87" Hg(G) vacuum), water boils 102 0 F}. Conversely, as the pressure is increases, water will not boil until it reaches a higher temperature, like in a pressure cooker. The Steam Tables are referenced to determine the vapor pressure of water at various temperatures.
Examining the internal components of an LRVP reveals many areas which can be damaged from cavitation. The damage is recognized as a series of craters or holes in a continuous pattern on an LRVP impeller. The damage can occur on either impeller stage depending on specific conditions. Also, damage can occur on the suction and discharge ports in either stage of the LRVP.

To control or prevent cavitation, the service liquid must be able to support the vacuum level established in the condenser without boiling or vaporizing. The vaporization of the service liquid sets up the structures of cavitation in the LRVP, but the damage is caused when the vapor bubbles collapse, not when they form. When the collapse occurs, a high velocity micro-jet of water tears away at the metallic surfaces of the pump internals.
In order for the collapse of a vapor bubble to occur, there must be an increase in pressure or a decrease in temperature in that area of the pump, once the vaporization has taken place. A pressure increase is expected, occurring as the gas is compressed while passing through the pump and out of the discharge. Therefore, in order to keep the pump from cavitation, the temperature of the water must remain below the saturation point corresponding to the inlet pressure. The service liquid must be cold enough to avoid vaporization at the lowest anticipated pump operating pressure. Once vaporization occurs at a lower pressure, a collapse is inevitable, as the gas is compressed to a higher pressure.
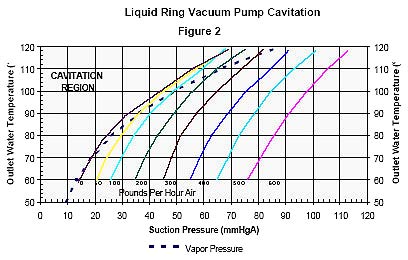
Figure 2 shows the dry air handling capacity, in pounds per hour (PPH), of the LRVP utilized in this study. The Outlet Water Temperature in 0 F is plotted as a function of the Pump Suction Pressure in mm Hg(G) Absolute (mmHgA). The vapor pressure of water is also plotted to illustrate where the pump crosses into the region when vaporization will occur. It is important to point out that the outlet water temperature of the LRVP is used on this graph since it is what ultimately regulates the pump suction pressure.
Some interesting performance results are documented on this graph. First, it is shown that an LRVP can operate blanked-off (no-load), without cavitation, if the water temperature will support the vacuum. The suction pressure of the pump varies as a function of the outlet water temperature. As the graph illustrates for the same non-load condition, the suction pressure rises as the water temperature rises. This actually illustrates how the capacity of an LRVP is affected by the temperature of the water or service liquid.
The problems that occur when the temperature of the water changes the LRVP's capacity will be discussed later.
Referring to the graph, if the outlet water temperature stays below 700 F, the achievable suction pressure is 18 mmHgA which is close to the partial pressure of water at this temperature. But, if the outlet water temperature increases to 800 F, the suction pressure increases to about 25 mmHgA. The partial pressure of 800 F water is 26.21 mmHgA, so the pump is cavitating at this particular condition. The graph shows how the region of cavitation increases as the outlet water temperature increases. The LRVP cannot operate at non-load, without cavitation in this region.
Cavitation in an LRVP can usually be attributed to a change of initial system conditions. The graph shows how a pump can operate in a safe region and then be carried into a cavitation region merely from a change in the water temperature. The only difference in the system is that the water temperature has increased.
The graph also shows how the service liquid vaporizes in the pump under specific operating conditions. The location of cavitation damage in the pump can also vary, as anyone who has examined pump internals will asset. Depending on the initial temperature conditions and the load being handled by the pump, cavitation can occur anywhere, not just in the first stage where the lowest pressure exists.
To prevent cavitation in the LRVP, the cause of the temperature rise must be determined. Even though the operation of an LRVP can be considered aloes to isothermal (constant temperature), a rise in the water temperature occurs for various reasons. Temperature rise occurs due to absorption of the heat of compression from the horsepower energy into the water. Also, the condensable component of the inlet load to the LRVP rejects heat into the water as it changes phase. Lastly, the non-condensable portion of the inlet load stream will reach an equilibrium temperature with the water, also rejecting heat. Any or all of these sources of energy, attribute to the rise of the water temperature in the LRVO. The quantity of service liquid entering the pump is important to maintain because of the requirement to keep the outlet water temperature below the saturation temperature corresponding to the suction pressure of the LRVP.
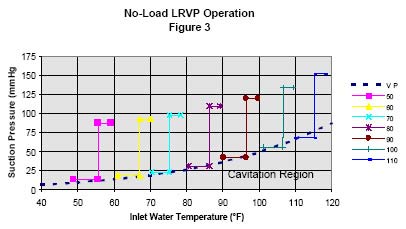
The illustration on how cavitation damage can occur anywhere throughout the LRVP is shown in Figure 3. The graph shows a series of inlet water temperatures plotted with suction pressure as a function of the water temperature. Again, the vapor pressure curve for water is plotted to complete the analysis on this graph. Each set of lines show the temperature and pressure that was measured in each stage of the LRVP for a given initial water temperature. The lower horizontal portion of each line shows the temperature rise in the first stage, while the vertical line illustrates the rise in pressure from the first stage to the second stage for a given temperature. The upper horizontal line which is shorter, signifies the temperature rise in the second stage. For simplification purposes, the pressure shown in each stage is shown as being constant for the rise in temperature. This is actual, if you consider that the pressure in each individual impeller bucket is constant, but increasing as the impeller rotates. The testing proved that the water temperature increased along the length of the pump.
The graph also shows that colder water keeps the operation of the LRVP out of the cavitation region and as the water gets warmer more of the first stage impeller enters the cavitation region. This linear relationship can be used to illustrate how cavitation can occur anywhere in the pump. If more of the first stage horizontal line is in the cavitation region, more of the overall pump will be subject to cavitation.
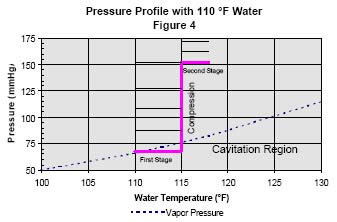
A close up of the most extreme case tested is shown in Figure 4. For the 1100 F water case, most of the first stage impeller is in the cavitation region. As the impeller rotates and the gas is compressed to the inter-stage pressure, the collapse occurs on this area of the impeller. The translation from the first stage to the second and the second to the exit of the pump is illustrated by the dashed lines on the graph.