- Liquid Ring Vacuum Pumps
- Single Cone Vacuum Pumps /
Liquid Ring Vacuum Pumps - Close Couple Vacuum Pumps
- Two Stage Vacuum Pumps
- Twin Lobe Roots Blower
- Chemical Process Pump
- Pump Spares Parts
Technical Support
Installing Liquid-Ring Vacuum Pump
The first lesson for operating liquid-ring vacuum pumps is installing them properly.
The liquid-ring vacuum pump is a specific form of rotary positive-displacement pump utilizing liquid as the principal element in gas compression. The compression is performed by a ring of liquid formed as a result of the relative eccentricity between the pump's casing and a rotating multi-bladed impeller.
The electricity results in near-complete filling, and then partial emptying, of each rotor chamber during every revolution. The filling and emptying actions create a piston action within each set of rotor or impeller blades.
The pump's components are positioned in such a manner as to admit gas when the rotor chamber is emptying the liquid, and then allowing the gas to discharge once compression is completed. Sealing areas between the inlet and discharge ports are provided, to close the rotor areas, and to separate the inlet and discharge flows.
The proper installation of a liquid-ring vacuum pump is critical to its subsequent operation and maintenance. The following installation guidelines are general recommendations that apply to nearly all types of liquid-ring vacuum pumps, but users should refer to the specific recommendations of each manufacturer to ensure the best performance.
As with any pump, care should be taken in unpacking the pump so as not to damage or misalign the assembly. For pump and motor units mounted on a base plate, the unit should be lifted by the base only. Slings or hooks should not be attached to the pump or motor, since this can cause misalignment. Also, the pump should not be run until it is properly installed, nor should it be run without a sealing liquid.
Normally, a pump's components are protected with a water-soluble preservative, which should be flushed from the unit if any fluid other than water is utilized in a closed-loop system. Pumps made of stainless steel or other non-ferrous materials may be shipped without preservative, that is, "dry." Finally, the unit should be stored or installed such that any liquid present will not freeze.
Liquid-ring vacuum pumps are basically slow-speed, smooth-operating rotating devices. Nonetheless, it is important to ensure that the pump's frame or base plate is mounted level and firmly anchored.
Pumps that are about 50 hp and above are best placed on a concrete pad. Smaller units may be mounted on existing floors and skids. All joints in piping, whether flanged or screwed, should be free of strain and checked for leaks prior to start-up.
Normally, pumps that are supplied direct coupled to motors are aligned and test-run in the factory prior to shipment. However, because of unforeseen forces and moments imposed on the pump during shipment and installation, it is necessary to check the coupling's alignment prior to startup. To do this correctly, the guidelines of the coupling manufacturer should be followed as a minimum, and exceeded where possible.
For pumps utilizing v-belt drives, it is necessary to ensure that the sheaves are properly installed and aligned before attempting to tension the drive. The V-belts should be placed over the sheaves and in the grooves without forcing them over the sides of the grooves.
When all belts in their grooves, the centers are adjusted to take up all slack and leave the belts fairly taut. When the pump is operating, the slack side should have a slight bow. After several days of operation, re-tension the belts if necessary. Slipping (squealing) at startup are indications of insufficient tension. Excessive tension can shorten bearing life. If the unit is idle for an extended period of time, the tension on the belts should be removed.
Excessive heat (140o F and higher) should be avoided, since this over-cures the rubber and shortens belt life. The belts should never be mixed or switched from one groove to another on the sheaves, and should be replaced only with a matched set. Belt dressing should never be applied, and the sheaves should remain free of oil and grease.
To begin, the suction and discharge flanges on pumps are normally marked by arrows on the casing. The suction and discharge lines be the same size as the pump connections.
Ideally, the discharge line from the pump to the separator should be at as low an elevation as possible. However, if it is necessary, a discharge leg can be used with minimum elevation above the pump's discharge flange. Too high an elevation in the discharge line can cause a back pressure on the pump, overloading the motor and a affecting the pump's capacity.
The seal-liquid supply piping should be the same size as the connection on the pump. For fully recirculated seal systems that do not use a recirculation pump, a larger pipe size is often used to reduce the pressure drop.
Remove the protective from the pump openings just before connecting the pipe work. Check that all foreign matter, such as welding slag, nuts, bolts, rags and dirt, have been thoroughly cleared out of pipe work before connecting to the pump.
When connecting the pipe work, check that the flanges fit easily without strain, and that the flange holes are in perfect alignment. The flange gaskets must not protrude into the interior bore of the pipe or pump flange. All pipe work must be supported independently on each side of the pump, and must fit easily without transmitting strain to the pump casing. It is recommended that during the first three weeks of operation, a protective mesh be fitted at the pump's suction inlet.
Liquid-ring pumps come with many accessories, supplied by the manufacturer or by other companies in the field. An application's particular requirements, mode of operation, and type of control scheme dictate the necessity of various items. The following covers some of the more commonly used items.
Isolation Valves separate the pump from the system whenever it is shut down for extended periods of time or for maintenance procedures. Gate valves or full-port ball valves are recommended for minimizing pressure drops in lines that are 3 inches or above in size. Butterfly valves are a more economical choice.
Inlet check valves prevent the gas and seal liquid from flowing back to the process when the pump is stopped. Swing-check, double flexible-seal, or equal-type valves must be installed horizontally.
Inlet vacuum relief valves protect the pump from cavitation. When the pump's suction pressure is below the setting of a vacuum-relief valve, the valve will open bleed in atmospheric air or process gas (if connected back to the pump's discharge side). Most inexpensive vacuum-relief valves are based on atmospheric pressure and need to be calibrated periodically.
Flexible connectors are used to connect for slight misalignments between a pump and a process, or if a minimal amount of expansion is anticipated.
Inlet vacuum control valves are used to control the system's vacuum level by bleeding in atmospheric air or process gas (recirculated back from pump discharge). Pneumatically operated diaphragms mounted on globe valves are required to achieve a fine degree of control.
Inlet vacuum gases measure the pressure at a vacuum pump's inlet. Normally, they are mounted directly ahead of pump suction.
Seal liquid shut-off valves are used to manually stop the slow of the seal liquid to pump.
Strainers filter out solid particles from the seal liquid.
Seal liquid flow-control valves are used to control the seal liquid's flowrate to the pump. A globe valve is a commonly used design.
Compound pressure gases are used to indicate the pressure at the inlet connection of the seal liquid piping to the pump. Approximate flowrates can be established, by maintaining the pressure properly at the connection point.
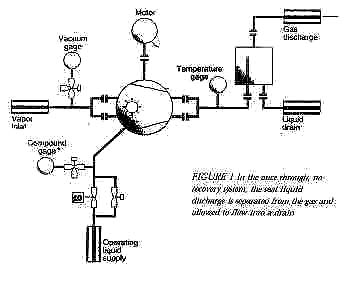
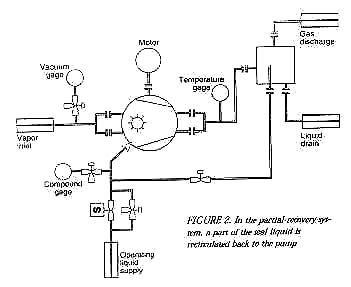
Discharge separator tanks separate the seal liquid from the discharged gas stream coming out of pump. These separator tanks can be either mounted on the floor, mounted on a base plate with the pump (and used for partial and total recovery systems), or supported by the discharge piping (used on once-through systems).
Solenoid valves are used to automatically stop or start the flow of seal liquid to the pump.
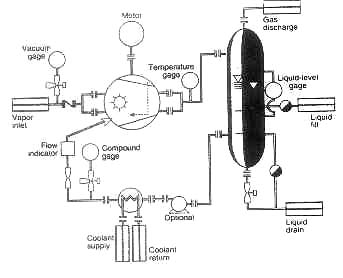
Circulating pumps recirculate the seal liquid in total recovery systems. The pumps are required when the pump operates for prolonged periods at high absolute suction pressures or when excessive pressure drops occur due to heat exchangers, piping and valves, or both.
Heat exchangers remove heat from the recirculated seal liquid.
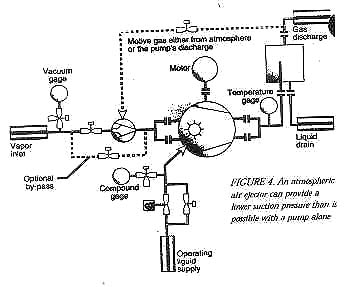
Atmospheric air ejectors provide suction pressures lower than that the liquid-ring pumps are capable of when operating alone (Figure 4). The ejectors may be added to a pump, to provide an inlet pressures as low as 3 torr.
The operation of air ejectors is similar to that of steam ejectors. Atmospheric air or recycled gas from separator discharge is used as the motive force for compressing the process gas from the system's design pressure up to that of the inlet pressure of the liquid-ring pump. To enhance pumping capacity above 30 torr, a motive air shut-off valve can be added. To achieve full pump capacity above 30 turF, a bypass can also be added.