- Liquid Ring Vacuum Pumps
- Single Cone Vacuum Pumps /
Liquid Ring Vacuum Pumps - Close Couple Vacuum Pumps
- Two Stage Vacuum Pumps
- Twin Lobe Roots Blower
- Chemical Process Pump
- Pump Spares Parts
Supplying Multiple Range of Vacuum Pumps and Pump Spare Parts
Vacuum Technology for Industrial Usage
Vacuum technology has been applied in several industries to make certain processes faster, cost effective and time saving. This technology is implemented in different forms and they are leading among them. PPI Pumps Pvt. Ltd is one among India’s large scale manufacturers and suppliers of industrial it provides environmental friendly and energy efficient solutions through our range of pumps. Our products have been acknowledged for handling pollution related issues, making production processing and for similar kind of industrial purposes. We have specific range of products in different sizes and with various capacities to match respective customer requirement.
Leading the Role in Designing Liquid Ring Vacuum Pumps
Liquid ring vacuum pumps remains our prime category of product which we manufacture by including different concept of working principles. We have different models of each series of system which are then featured with different suction capacity, power consumption capacity, etc. In addition to that our equipments are designed to provide the expected vacuum measurement in terms of Hg.

Industries which benefits from Different Forms of Liquid Ring Technology
1) Liquid ring principle has been designed to be applied with air movement applications, water and different types of liquid and it stays very effective when applied for transferring applications.
2) Sugar Mills and paper and pulp industries make the most of its technology for purposes including filtration, water removal, moisture extraction, etc.
3) Power plants and mines also make use of this equipment to support for extensive industrial applications.
4) In recent days railways, fertilizer, pharmaceutical, chemicals and textile industries utilize its facility for multiple applications.
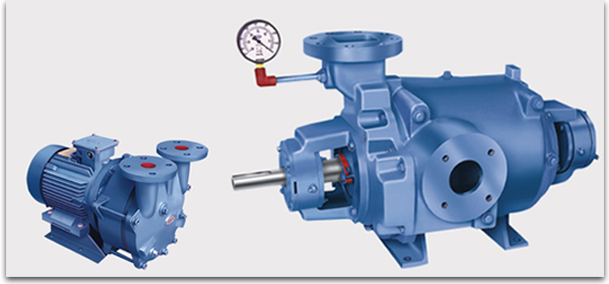
Single Cone and Close Couple Vacuum Pumps
Single cone are preferred in process industries and in power plants. PPI pumps supply this device in different models with different working capacities which can be chosen in accordance with the industrial application capacities. These pumps consume moderate power from 7.5KW to 132KW suitable for power plants as well as process industries.
Energy Efficient Twin Lobe Roots Blower from PPI Pumps
Apart from providing vacuum equipments bearing different capacities, our products are preferred by consumers all over the world for its energy efficient performance. We have created these devices based on highly engineered calculations and analysis. We distribute to worldwide nations for multiple industrial sectors and hold good reputation for quality, customer service, reliability and competitive pricing. For example, twin lobe roots blower is an exclusive device manufactured to provide excellent solution in cement and fertilizer manufacturing industries and in effluent treatment plants.

Two Stage and Chemical Process Vacuum Principle Implemented for Handling Hazardous Materials
PPI Pumps is also specialized in supplying exclusive industrial pumps for handling hazardous materials. Our chemical process pump features with 1 cubic meter to 100 cubic meters per hour suction capacity is applied for conveyance purpose and it has been made from chemical resistant materials to manage hazardous materials and to stay corrosion free. It is preferred in highly corrosion liquid applications and in high temperature applications as well. Two stage or double stage water ring is yet suitable suction equipment for chemical as well as pharmaceutical industries.
Pump Spare Parts Supplier
Apart from serving with multiple facets of pump technology, we also support industries in supplying pump spare parts for different types of vacuum equipments.
This article has been posted by Ajit Joshi.