- Liquid Ring Vacuum Pumps
- Single Cone Vacuum Pumps /
Liquid Ring Vacuum Pumps - Close Couple Vacuum Pumps
- Two Stage Vacuum Pumps
- Twin Lobe Roots Blower
- Chemical Process Pump
- Pump Spares Parts
Multipurpose Liquid Vacuum Pumps; Great Vacuum Solution for Maximum Efficiency
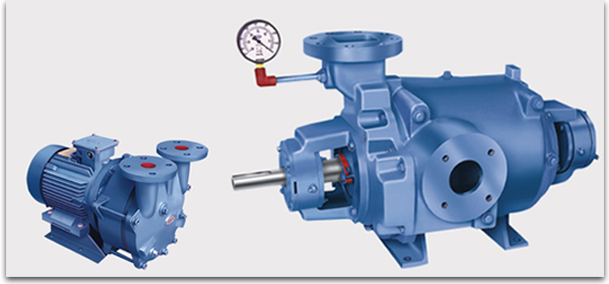
The liquid vacuum pump is a rotary pump that utilizes a liquid at high velocity to act as the seal in the compression chamber. This model reduces the friction of the machine since the rotor is the only moving part. It is powered by an induction motor coupled to the rotor.
Operating mechanism of the liquid vacuum pumps
Compression is generated from the rotating action of the impellers within the casing. When liquid such as water is fed into the pump, centrifugal action causes the water to form a ring on the inner wall of the casing acting as a seal. It covers the space between the vanes and cylinder wall. This leads to the development of compression cavities. Air is drawn into these cavities via an opening at the end of the cylindrical chamber. The impeller rotation compresses this gas, which is discharged at the other end of the casing thus the pumping action.
Various Applications
- Multistage liquid ring have two compression stages on a single shaft. They are therefore able to achieve greater vacuum and hence can handle more volume of work.
- In the paper manufacturing industry, they are useful in dewatering the slurry as well as removing water from the press felts.
- They are useful in production of paper products such as egg crates that involve molding.
- Soil correction measures that involve vacuuming of contaminated water use liquid vacuum pump.
- Vacuum distillation process in the petroleum processing industry also uses it.
- They are important in vapor recovery systems due to the low vapor pressure of the liquids used in the process.
- Used in vacuuming of cans and containers used in packaging of food products.
Benefits of liquid Equipment over other vacuum systems
- It has a longer life and lower maintenance costs over other pumps because the impeller is the only moving part. No special seals are required or valve replacements making them cost effective.
- It has the ability to create an extremely high vacuum than other equipment hence applicable in the semiconductor industry.
- It is exhibits a relatively flat power utilization curve, which means that the induction motor is never overloaded which could result to damaging the motor.
- The easier construction and design of it makes them easier to maintain and service as compared to other it designs.
Where to Find Liquid Vacuum Systems
They are available from various manufacturers and online shops will give detailed information of the various pumps available and their particular specifications.
Conclusion
Liquid ring vacuum pumps operate by using a low vapor pressure liquid such water to create a seal between the impeller and the housing. This causes a high vacuum to occur from the rotation of the impeller.
This type of equipment has great industrial application such as in the paper manufacturing industry, the petroleum refining, soil decontamination and even vacuuming of packaging cans used in food products packaging.
The pumps have low maintenance and high efficiency and thus better than ordinary it.
This Press Release has been posted by Ajit Joshi.