- Liquid Ring Vacuum Pumps
- Single Cone Vacuum Pumps /
Liquid Ring Vacuum Pumps - Close Couple Vacuum Pumps
- Two Stage Vacuum Pumps
- Twin Lobe Roots Blower
- Chemical Process Pump
- Pump Spares Parts
Liquid Ring Vacuum Pump - The best Low Pressure Vacuuming Option with Less Maintenance
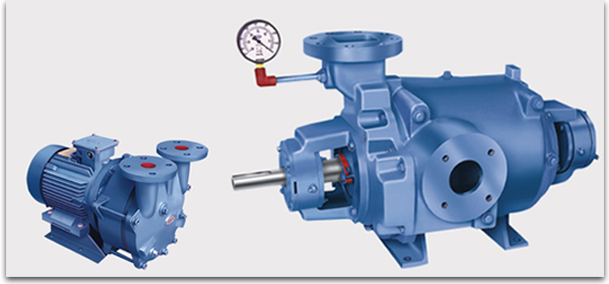
What is the secret behind liquid ring vacuum principle?
Vacuum technology has been applied in several industries and found to be effective in creating a precise vacuum space in any hollow object. Based on this basic principle, it has been further contemplated to obtain many different types of vacuum pump devices. A liquid equipment is similar to other vacuum pumps in basic working principle however, differs in terms of the equipment specifications such as the extra bladed impeller attached to the centre of the mechanism. In a conventional centrifugal equipment, the pumped fluid pressure will maintain low pressure however when it reaches the impellers the fuel will obtain higher pressure. A liquid pump on the other hand, is applied to remove the air from pressure vessels and make the vessel pressure get down below the pressure level that exists in normal atmosphere outside, thus vacuum is created with liquid or fluid vacuum equipment. A compression is formed with the help of the impeller that is fixed outside the centre of the pump unlike other traditional it. In addition, a fluid is used as a sealing agent to create vacuum with liquid system.
Applications
Fluid Vacuum technology is applied in many industries, particular the application of liquid ring in process industries are found to be an attractive feature. LVRP or liquid ring vacuum pumps are mainly applied in industries like
- Power plants- Application of liquid ring in power plant is done for condenser venting process and considered as power generating device
- Petrochemical industry- It is applied along with ejectors and condensers for different processes.
- Pharmaceutical companies – Pharmaceutical companies find the application of it for processes such as drying, laboratory, recovery of vapour, house vacuum, etc.
- Food manufacturing industries-Application of Liquid ring in Sugar mill for removing the water content and keeping the content dry.
There are other applications of PL series Liquid Ring technologies are found in process industries also such as
- Evacuation of condenser system
- Evaporative coolers
- Reactors
- Laboratory health Industries, etc
- evaluation, etc
Industrial benefits of liquid ring vacuum equipment
Some of the benefits of liquid ring equipment which makes it frequently preferred by many industries are
- Since the liquid ring pump depends on impeller that helps in producing good percentage of vacuum unlike other vacuum equipment
- It is an excellent option for semiconductor industry
- It is more advantageous than other vacuum equipment models for its complete vacuum creating capacity by using fluids
- Popularly known for its long term use and low maintenance cost
- This technology does not require the presence of many valves
Conclusion
Buying a liquid ring vacuum pump for industrial usage will stay an excellent option as it will be one of the cost reducing options. Considering the several industrial usages for example application of liquid system in paper and pulp industry, petrochemicals and other major industries, contacting with liquid ring manufacturer or liquid ring vacuum pump exporter through online resources will also stay a better option for safe and reliable investment.
This Press Release has been posted by Ajit Joshi.