- Liquid Ring Vacuum Pumps
- Single Cone Vacuum Pumps /
Liquid Ring Vacuum Pumps - Close Couple Vacuum Pumps
- Two Stage Vacuum Pumps
- Twin Lobe Roots Blower
- Chemical Process Pump
- Pump Spares Parts
How to Fix the Problems with Vacuum Pump & Liquid Ring Vacuum Pump?
How vacuum pumps work?
Vacuum pumps are mainly used to pull gas vapor and liquids out of containers. They are used widely in various packaging and cleaning industries. The process of how its work is simple. This equipment first creates a low pressure area. It then allows the gas or vapor to expand into the area. The pump then blocks the gas from the rest of the gas. It then forces the gas to move out. The process then repeats itself.
In the market, industrial vacuum pumps are available in different sizes, colors and shapes. The five major ones include diaphragm pumps, rotary vacuum pressure, water or liquid ring , high vacuum, scroll and twin lobe. The diaphragm plums can be used as a vacuum pump and as well as a compressor. It can be applied for use in the laboratories, developing photography machine, chemical analyzer labeling machine among other uses. As a compressor, it can be used in the agitation of substances in electro plating, oil free spray painting, and so on.
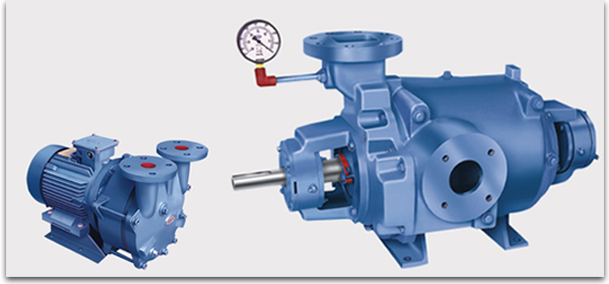
The rotary vacuum pumps are oil lubricated and have many special features that make their performance great with less maintenance issues. They are reliable and the best type in the market. Water or liquid ring can be close coupled or single cone pump. They are designed with high technology to handle vapors, gas and air. They are mainly utilized in food processing, pharmaceuticals, textile and paper industries. The high vacuum pumps are oil immersed, compact, highly efficient, vibration free, and its spares are readily available in the market. They are used in filtration, sterilization leak-testing, gas removal and cleansing. They are also easy to operate and fix. Scroll equipments are the highest speed dry pump. Twin lobe or compressors are positive displacement, stable machine that functions against the changeable pressure.
General issues faced during vacuum pump operation
They are affected by rise in temperatures. When the temperature of a machine rises, the machine’s performance can be affected greatly. When running, It is generate heat through friction and this heat must be degenerate by the pump itself. Some its generate heat faster than they can degenerate it, and as a result, temperature rise and the lifespan of the machine reduce.
Another issue faced during the operating liquid ring and vacuum pumps is contamination it. This can be dirty fluids or foreign particles entering the equipment. If not careful the pump can get damaged. If the flexible lines of the pump are worn out the pump can also develop complications.
How to fix vacuum and liquid ring pump issues
Any machine needs maintenance so as to keep it working for long and avoid great expenses that come with total breakdowns. When operating the vacuum and liquid ring pumps, it’s important to check the pump ratings. This will help you balance the pump with the work being done so that the increasing temperature time does not exceed the cooling time
Another measure is to avoid contamination it. Solvents can damage equipment. If solvents get into the equipment, they can create carbon that will make the pump not function. It’s therefore important to prevent contamination it. Always make sure your equipment is clean before you begin to use it.
Lastly buy the right spare parts for your it. Use of fake and under standardized spare parts will make your machine less efficient.
They are of great help both at home and in industries. They make work easier with their great performance. They also come with a warranty whenever you purchase one.
This article has been written and posted by Ajit Joshi.