- Liquid Ring Vacuum Pumps
- Single Cone Vacuum Pumps /
Liquid Ring Vacuum Pumps - Close Couple Vacuum Pumps
- Two Stage Vacuum Pumps
- Twin Lobe Roots Blower
- Chemical Process Pump
- Pump Spares Parts
Salient Features & Applications of Liquid Ring Vacuum Pump Presented by PPI Pumps Pvt. Ltd.
14.05.2013
Ahmedabad, India
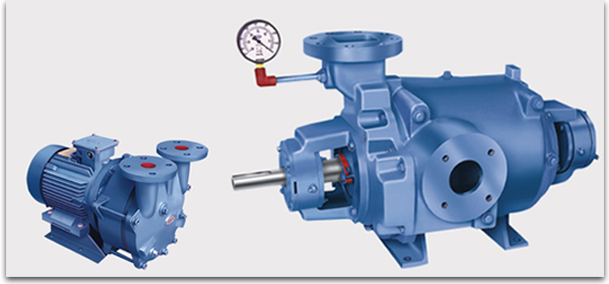
The liquid ring vacuum pump is designed to handle liquid, water, gas and air movement applications in various industries. They are mainly used as vacuum pumps but can also be used as gas compressors. It is a leading vacuum pump manufacturing company in India providing wide array its including liquid ring , single cone , two stage, close couple vacuum pump etc for various industrial applications. Here we have mentioned some of the features and applications of liquid ring offered at PPI Pumps.
It from PPI Pumps are used in vacuum filtration, extracting moisture and removal from pulp during paper processing.
They are capable of handling high volumes of vapors, condensables and liquids.
They are the most used vacuum-producing machine in industry.
Our Liquid Ring Vacuum pumps are widely used in sugar mills, oil refineries, distilleries, coal, power plants and mines.
Pump service liquid can be water or other liquids such as oils, solvents, etc. to satisfy almost any process requirements.
Applications
• Central Vacuum Systems
• Boiling Processes
• Vacuum Condensing
• Drying Systems
• De-Aeration
• Filtration
• Distillation
• Sterilization
• Impregnation
• Solvent Recovery
• Vacuum Hold Down
• Mineral Beneficiation
• Ash Handling
Important Features of this systems offered at PPI Pumps
SEPARATOR / MANIFOLD
The separator or manifold is installed in place of the discharge manifold. It separates the seal liquid from the gas. It is made of carbon steel or stainless steel.
PUMP MOUNTED SEPARATOR
This is also part of the discharge branch. It separates the gas and the liquid. It is made of carbon steel or stainless steel pipes and fittings.
FREE STANDING SEPARATOR
Facilitates separation of gas/liquid mixture.It uses a circuit and cooled by a heat exchanger. It provides excess liquid drain valve and connection for pressure gauge.
AISI 316.NON-RETURN VALVE WITH LOW PRESSURE DROP
The non-return valve is installed between the suction flange and counter flange of the suction pipe. It prevents backflow into the system if the pump stops. It has a very low pressure drop hence suitable for high vacuum conditions. It is made in a variety of materials.
ATMOSPHERIC AIR (or gas) OPERATED EJECTOR.
This is installed on the suction branch and uses air from the atmosphere as motive air.
AUTOMATIC DRAIN VALVE
This is used to drain the pump casing down to the centre line when the it is stopped. This Prevents starting the pump with the casing full of seal liquid and avoids heavy starting loads.
VACUUM RELIEF VALVE
This is a manually adjustable safety valve. Used to control the degree of vacuum and assist in the prevention of cavitation.
VALVE
The Valve ensures the correct amount of seal liquid is supplied it.
GAUGES
• Vacuum gauge
• Pressure gauge
• Compound gauge
To Know about detailed features of Liquid Ring offered at PPI Pumps, Visit - http://www.ppipumps.com/liquid-ring-vacuum-pump-pl-series.htm
Different Types and Features
Liquid ring systems can be single or multi-stage. How to select quality its for different industrial requirements. The type of its used depends on the scale and size of work. A multi stage equipment is more suitable for high volume of work. They also come in different sizes and suitability for different applications. Thus if you are looking for best quality liquid ring system, Contact at PPI Pumps Pvt. Ltd.
About PPI Pumps Pvt. Ltd.
PPI Pumps Pvt. Ltd. is vacuum pumps manufacturer in India offering high end it for industries in different sizes, capacities and specifications. It is an ISO 9001:2008 certified company manufacturing liquid ring , single cone, close couple , two stage, twin lobe roots blower, chemical process pump and its spares and parts at cost effective prices and best quality.
For further details contact us at
PPI Pumps Pvt. Ltd.
14 & 16 E, Phase I,
G.I.D.C. Estate, Vatva,
Ahmedabad - 382 445,
Gujrat (India)
Phone:+91 (79)25832273/4
Email: sales@ppipumps.com
This Press Release has been posted by Ajit Joshi.