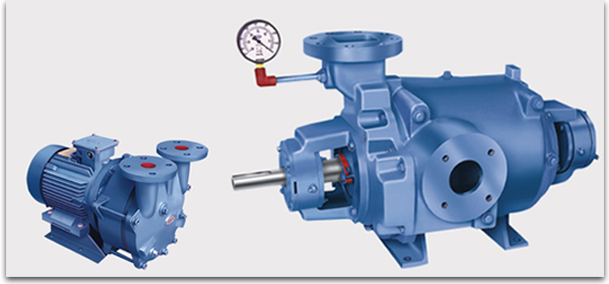
- Liquid Ring Vacuum Pumps
- Single Cone Vacuum Pumps /
Liquid Ring Vacuum Pumps - Close Couple Vacuum Pumps
- Two Stage Vacuum Pumps
- Twin Lobe Roots Blower
- Chemical Process Pump
- Pump Spares Parts
Application of the Liquid Vacuum Pumps in the Petroleum Industry
Cost benefit analysis in oil industry
The oil and gas sector is the backbone for modern energy production. Globally, prospecting, drilling, extraction and purification remain important to most country’s economy. The numerous activities carried out in this industry require the use of special equipments. These are used in cleaning, purifying, separating, pumping, fractional distillation among others. The equipments require capital during initial installation and maintenance funds during their utilization.

Essentially, the benefits accrued to installation of capital devices in this industry should exceed the operational and capital cost for them to be viable. To increase the benefits as well as the cost benefit (B/C) ratio; equipments such as liquid vacuum pumps must have a long life span and low maintenance costs.
Currently, most pumps and other installations in this sector have large operational expenditures as compared to the capital cost. This pushes their B/C ratio and increases their payback period. To circumvent this problem, large vacuum apparatus must be very efficient, reduce additional equipments running these pumps and have adequate control systems.
In this industry, steam ejectors use a lot of energy and require huge capital and maintenance cost associated with steam generation and pumping. To reduce this problem, vacuum pump can effectively replace most of these steam injectors. This effectively reduces the costs of generating steam and increases the benefits. The efficiency of these equipments is also very high as compared to steam processes. Therefore, greater saving and increased benefits are obtained when using these machines.
Action in solvent recovery
Distillation is a common process in most refineries. This process requires condensation of raw products such as naphtha. To effectively complete this process, the pump must perform as a condenser and distiller. These special machines use a fluid to provide the seal during vacuuming. Incidentally, the fluid providing the seal is the same as that being pumped and condensed. This ensures that all solvents are recovered without contamination with other liquids.

Complications in handling dirty and wet materials
The oil refinery present a lot of challenges related to handling wet and dirty materials. The crude extracted during mining has many chemicals, particulates and impurities. While other types such as piston and centrifugal would corrode and become blocked, the liquid type effectively removes water with great efficiency and reliability.
One beneficial aspect of these products is their ability to use the same fluid being pumped as the sealant. This ensures that vapor being recovered has no contamination since only one liquid is used for all the processes. In addition, these devices greatly minimize wastes; reduce the pump size due to elimination of sealants and saves operation costs.
Other applications in oil refinery
These devices are greatly diverse since they can be operated as vacuuming machines or compressors. When operated as vacuum machines, they extract gas and other petroleum products. When operated as compressors, they propel liquids and vapors to different points during processing. In addition, these devices are also used to extract gas from crude.
This article has been posted by Ajit Joshi.