- Liquid Ring Vacuum Pumps
- Single Cone Vacuum Pumps /
Liquid Ring Vacuum Pumps - Close Couple Vacuum Pumps
- Two Stage Vacuum Pumps
- Twin Lobe Roots Blower
- Chemical Process Pump
- Pump Spares Parts
Advantages with Liquid Ring Vacuum Pumps
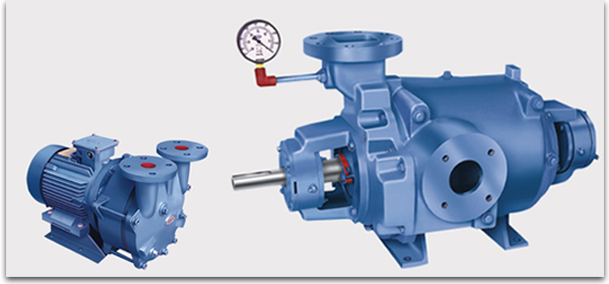
Vacuum pump is a device that works on the mechanism of suction to move air into or out of object. A liquid ring vacuum pump is easy to operate and is used in several applications across various industries. A liquid ring pump works with a sealant required in its operation. This liquid can be water, oil or any other solvent which is rotated by an impeller within the casing of the pump. The vacuum pumps that use water as sealant are called water ring vacuum pumps. When rotated this liquid forms air seals within the spaces between the impeller vanes which forms compression chambers that trap the air entering into pump frequently through the inlet port. This process repeats and therefore helps in creation of vacuum.
Unlike other pumps, which are used for only vacuum creation and pumping operations, a liquid ring vacuum pump can be used as a gas compressor as well. It can compress gas with its impeller rotating mechanism and is therefore a useful device for several applications. The vacuum pumps based on liquid ring technology are employed in several industries including paper, sugar, power, petrochemical, seawater deaeration, pharmaceutical, fertilizer, asbestos, oil refineries, distilleries, railways, textile, food, mineral etc. The best applications usually handled by these pumps include vacuum distillation, vacuum condensation, moisture extraction, ash or air handling, mineral beneficiation, evaporation jobs and liquid ring vacuum pump for removing water from paper pulp during paper processing.
The liquid ring pumps offer number of advantages over the other pumps and therefore are preferred in various applications. These pumps can easily take care of condensable vapors and can even handle fluids of various kinds without affecting the performance of the pump. Based on liquid ring technology, pumps have only one rotating or prime functioning part and therefore are economical and much easier to maintain than the other pumps. The repairing or rebuilding of these pumps is very easy in comparison to other complicatedly designed pumping units. Liquid ring vacuum pumps can efficiently be employed as vacuum jobs and also for the compression tasks as well which usually is not possible with ordinary pump sets. Being versatile these can be employed for several applications and therefore can provide an advantage of multiple functionalities to the user with just a single device.
Conclusion:
Therefore liquid ring vacuum pumps are more efficient than other forms of pumps to handle industrial vacuum, air or liquid handling applications. PPI pumps is a leading manufacturer and supplier of vacuum pumps in India. To know in detail about the vacuum pump manufacture, visit our website.
This article educates reader about liquid ring vacuum pumps, their applications and various advantages of using them in industrial applications.
This article has been written and posted by Ajit Joshi.